|
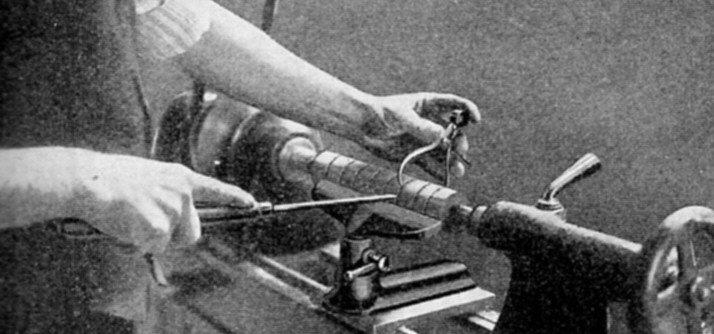
1. THE ROUGHING CUT (LARGE GOUGE).
Place the gouge on the rest so that the bevel is above the wood and the cutting edge is tangent to the circle or surface of the cylinder. The handle should be held well down.
Roll the gouge over slightly to the right so that it will make a shearing cut instead of a scraping cut. This rolling of the tool will also throw the chips from the operator.
Then lift the handle slowly, forcing the cutting edge deep enough into the wood to remove all or nearly all of the corners, at the end of the work which is being turned. This cut is begun about 3/4" from the dead center end. Work back another 3/4", moving toward the live center and make a second cut, and so on until the entire length of the cylinder is gone over. This method of removing corners should always be followed to- avoid any possibility of breaking a large sliver from the stock, with consequent danger to the worker.
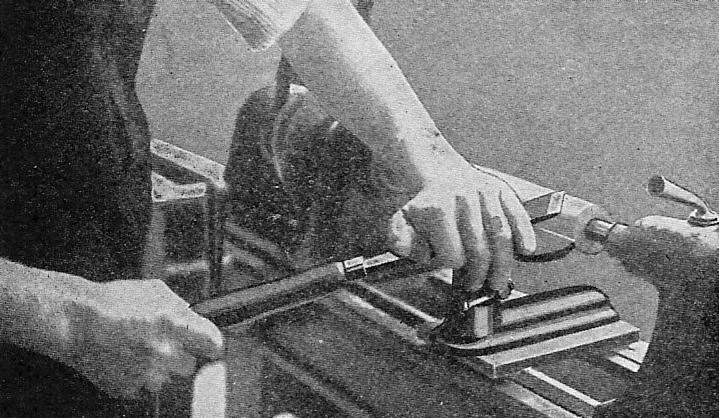
The tool may then be worked from one end to the other, getting a fairly-smooth, regular surface, slightly above the diameter required. However, do not begin on the very edge of the cylinder end. It is better to begin about 2" from one end and work to the other, and then reverse and work back.
The tool should also be held at a slight angle to the axis of the cylinder, with the cutting point always in advance of the handle.
|
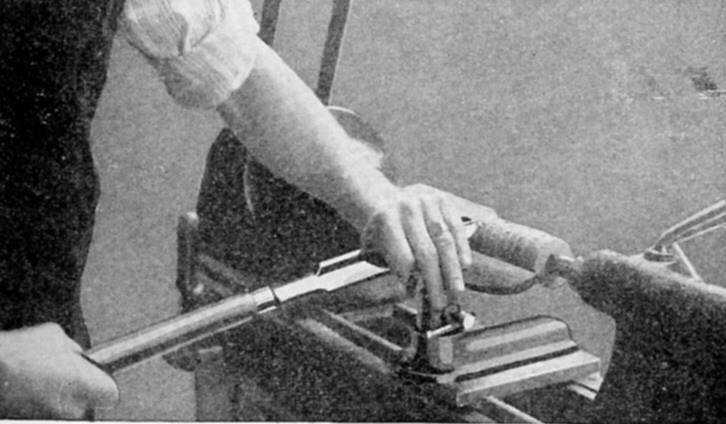
FIG.4. |